



MPS水泥磨齿轮箱内部锈蚀的现场处理
2022-10-09李洪 罗瑶
(天津水泥工业设计研究院)
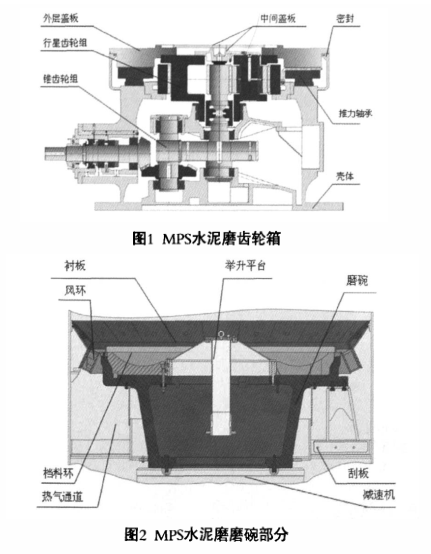
1 齿轮箱与磨碗部分结构
齿轮箱是MPS水泥磨关键部件之一,其运行正常与否直接关系到磨机整体性能。如图1所示,该齿轮箱主要包括壳体、锥齿轮组、行星齿轮组、盖板、密封、推力轴承等,在电机驱动下,通过锥齿轮组和行星齿轮组带动盖板在推力轴承上运动,由于推力轴承与外层盖板之间形成高压油膜,可保证磨碗平稳有效运行。同时,外层盖板与壳体之间采用迷宫密封,有效防止了粉尘进入。与齿轮箱连接的磨碗部分如图2所示,当齿轮箱运动时,通过螺栓带动磨碗部分整体运动,在磨辊与磨碗之间形成料层粉磨。
2 水泥磨齿轮箱的锈蚀问题
2.1锈蚀现象
在对某现场4000t/d生产线MPS水泥磨巡检时发现,齿轮箱密封处有锈水流出(两处 ),存在明显锈蚀迹象,但密封橡胶圈外观上并无损坏,故初步推测内部可能锈蚀,但具体锈蚀情况必须开盖后才能确定。由于事关重大,FLENDER厂家也专门派人到现场处理,一致同意对齿轮箱进行开盖检修。
2.2检修过程
(1)先用预设行车移开主电机 ,然后用液压扳手卸下磨碗与齿轮箱、齿轮箱与地基的连接螺栓。注意在拆卸的过程中应对螺栓对称拆卸,避免发生卡死。
(2)在抽取齿轮箱前需要支撑的部分包括:磨辊、连接磨辊的压力框架、支撑压力框架的拉杆、磨盘等几部分。首先用专门的工装将磨辊连在一起,再将工装支架整体置于磨碗中心举升平台上。当液压千斤顶从底部举升磨碗时,磨辊 、压力框架、拉杆等将被一同举升。
在举升过程中有两点需要注意:由于磨碗旁安装有回料刮板,在举升过程中其上端会与风环发生干涉,故首先需在手动葫芦配合下,用垫铁将风环垫高到不与磨碗发生干涉的位置;举升磨碗过程中,为防止被举升部分发生倾斜(导致磨碗与齿轮箱之间销钉卡死 ),需要一人测量磨碗底部与齿轮箱上端面距离,一人操作电动液压千斤顶 以保持水平上升,而非靠3个液压千斤顶同步举升。在举升磨碗过程中,需要用螺母锁死千斤顶,防止坐下伤人。
(3)把磨碗顶到完全露出销钉并留有足够的移出空间,开始抽取齿轮箱。齿轮箱的抽取靠手动葫芦和圆钢配合完成。首先对齿轮箱移出轨道进行打磨,清洁,同时用4个小千斤顶在齿轮箱四角同步将其顶起,直到可以将20mm圆钢放进为止(一边 11根 ,共22根 )。
放入圆钢后,缓慢卸下、取出千斤顶,让齿轮箱坐在圆钢上。将手动葫芦一端连接在齿轮箱耳环上,另一端连接在配套的固定抽取耳环上(共两副,一边一副 ),由两人同步操作手动葫芦对齿轮箱进行抽取。
抽取过程中需防止齿轮箱发生跑偏并保证齿轮箱底面与所有圆钢均匀接触,且注意及时将退出的圆钢放到齿轮箱前端啮入。抽出齿轮箱到预定的位置后 ,再次用千斤顶顶起齿轮箱,取出圆钢,缓慢放下齿轮箱。
(4)在齿轮箱开盖之前用钢丝轮将盖上锈迹打磨干净,并用压缩空气清洗,以避免开盖后污染齿轮箱内部。齿轮箱上部共有三层盖板,首先拆除中间两层,再拆除与推力轴承配合的外层盖板。
拆卸盖板螺栓时应该留下对称的四个螺栓Z后拆卸,且拆卸Z后四个螺栓时应配合顶丝交替对称进行,以防止卡死。起吊盖板时,也需行车与顶丝配合交替操作,并进行测量,避免盖板不平。
由于行车电机在启动时有可能坐下,因此起吊同时需用千斤顶对盖板底部进行支撑,以防撞坏精密的密封和推力轴承部分。起吊的前两层中问盖板较小,可移出外置,与推力轴承接触的外层盖板较大,直接用支架将其支撑在齿轮箱上部。拆卸各盖板前应做好记号,以方便后续找位装配。
2.3 锈蚀状况与原因分析
(1)齿轮箱底 座位置防潮板发生大面积锈蚀,板下积水很多,其主要原因是该防潮板在安装时未涂防锈漆,且未焊死,导致水分进入。
(2)与推力轴承接触的外层盖板上部边沿密封处锈蚀,但靠近边沿环带并无锈蚀现象,说明锈蚀应该发生在齿轮箱密封内部或齿轮箱推力轴承处,且水分不是从齿轮箱中部腔体进入的。
(3)吊出中间两层盖板,均无明显锈蚀现象,查看行星齿轮组,亦无明显锈蚀现象,说明齿轮箱内部情况尚好。
(4)吊出与推力轴?接触的外层盖板,发现迷宫密封环槽间锈蚀严重,盖板底部与推力轴承接触处亦发生锈蚀,推力轴承侧面也存在局部锈蚀现象。分析原因,可能由于该水泥磨安装周期较长,加上该水泥厂选址四季炎热多雨,昼夜温差较大,若密封不严,很容易导致雨水进入结雾。我们对从?轮箱内抽出的油作分析,发现底层含有较多水分,这正是导致锈蚀的原因所在。
2.4 处理方案
由于盖板与推力轴承接触处锈蚀较为严重,这很可能导致运行时烧坏,但外运加丁工期较长,严重影响生产,决定进行现场处理,方法如下:
(1)用钢丝轮打磨锈蚀的盖板和密封环槽,再用柴油进行清洗,注意打磨与清洗期间应用胶布将推力轴承部分盖严,防止污染推力轴承;
(2)用白布擦掉清洗用柴油,用400目砂纸裹在方木块上沾油横向擦洗,清除锈迹后有微细划痕;
(3)用方木块裹1000目砂纸沾上油,对盖板锈蚀部分作横向擦洗,划痕减少;
(4)用羊毛轮对盖板与推力轴承接触处锈蚀部分再次打磨、抛光;
(5)用柴油将盖板清洗干净,用白布擦掉清洗用柴油;
(6)对推力轴承侧面和密封处的锈蚀部分采取第二步所用方法进行打磨;
(7)将推力轴承上高压油孔和润滑油管孔堵上,用柴油对整个推力轴承及推力轴承箱体部分进行清洗,清洗完后尽量将柴油排除吸干;
(8)用湿面团完全粘去推力轴承、推力轴承箱体和盖板等上的渣滓,之后在推力轴承、推力轴承箱体、盖板与推力轴承接触处等喷上润滑油(320);
(9)往下部齿轮箱里喷上润滑油。将齿轮箱底座位置防潮板焊死,并喷上防锈漆。整个齿轮箱合盖回位。
3 结束语
采取对齿轮箱推力轴承锈蚀问题进行现场处理的方式,可减少外运加工时间,避免影响生产。由于立磨齿轮箱推力轴承比较精密,因此在环境条件恶劣的情况下,无论安装还是运行都需要十分仔细,防止水汽进入或者结雾。该水泥磨齿轮箱从现场处理至今已半年有余,未发生任何故障,值得借鉴。
来源:《新世纪水泥导报》