



浅谈棒材平立可转换轧机不对中引起的故障
2024-05-28作者:张志鹏,赵子祥
摘 要:总结分析柳钢棒线型材厂棒材线精轧平/立可转换轧机不对中引起的故障现象,并介绍实施的改进与日常维护管理优化措施。
1、引言
立可转换轧机是棒材生产线精轧区关键设备,轧制不同规 格在同一轧制道次处分别采用平式或立式轧机形式满足工艺需求。柳钢棒线型材厂有6条棒材生产线,但不同时期先后建成,所以在精轧平立转换轧机的选型上有所不同,都是老式翻转结构,共有液压缸在地面上和地面下两种结构形式的翻转式平立可转换轧机,分别为二棒材、三棒材为地面上驱动液压缸式;一棒材、四棒材、六棒材为地面下驱动液压缸式,地面上驱动液压缸式如图1所示。
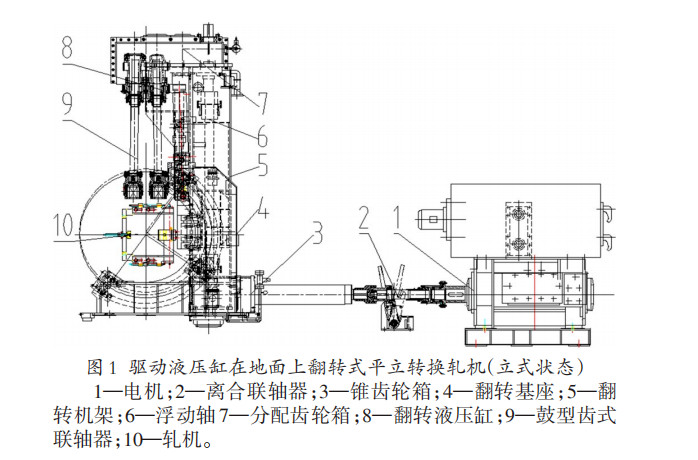
这两种结构形式除驱动液压缸布置位置不同外,主要的是前者翻转基座有翻转导槽,翻转机架上有导轮,后者则没有导槽和导轮,由曲柄铰链来导引机架翻转。相对而言,后者结构性形式更加稳定可靠,前者故障情况较多,接下来紧针对前者结构形式因不对中引起的故障进行分析及预防。
2、不对中引起的故障现象
(1)更换电机后电机轴承频繁损坏。电机烧损后更换新电机上线时,以锥箱侧为基准调整电机对中,而锥箱输入轴由于机架翻转不到位,本来就不水平,导致电机对中后整体不水平,转子重量的分力增加轴承轴向力,导致轴承负载增加而容易损坏。
(2)离合联轴器温度高、易磨损、安全销易断裂。不对中导致齿啮合部位别力或锁不紧导致传动力矩变化促使瞬间过载,安全销断裂。
(3)锥齿轮箱输入轴轴承温度高易损坏。
(4)分配齿轮箱输入轴轴承温度高易损坏。
3、不对中原因分析
平立转换轧机在日常使用中存在频繁翻转操作,整个机架翻转不到位或过位以及锁不紧是不对中的主要原因。主要有以下几方面:
(1)锥齿轮箱或电机离线维修后安装时不对中。在安装时若机架没有翻转到位的情况下进行对中调整,整个安装数据都是错误数据,则结果可想而知。实际运行过程中设备肯定是不对中状态。
(2)机架锁紧缸松动或两边锁紧缸夹紧力不一致,导致不对中。锁紧缸为碟簧锁紧形式,使用一段时间后,碟簧弹力减弱或个别碟簧碎裂,会导致机架锁不紧或两边夹紧力不一致,导致整个机架歪斜,离合联轴器不对中。
(3)驱动液压缸内泄露或两边液压缸安装行程不一致,导致不对中。两边驱动液压缸单边液压缸有内泄露导致两边翻转力不一致,或由于单边液压缸行程受限都会导致整个机架两边受力不一 致,从而导致不对中。
(4)翻转机架导轮磨损导致不对中。翻转机架导轮不紧紧是引导翻转动作,更重要的是翻转到位时轮沿起到左右定位,轮面起到翻转角度定位的作用,一旦轮面或轮沿磨损,即失去基准,整个机架不再会保持在原安装位置,从而引起不对中。
(5)翻转基座导槽磨损或积渣或末端定位块磨损导致不对中。导槽磨损与导轮配合有间隙,导致机架无法定位,导槽有积渣或末端定位块磨损都会导致翻转临末位置不对,从而导致不对中。
4、预防改进措施
(1)要保证对中度的稳定首先要解决翻转到位的问题。根据以上原因分析,可以从以下几方面改进:①定期清理导槽积渣,避免因积渣导致翻转不到位,尤其是水平状态。由于导槽空间狭小,且观察困难,可以用水冲或气吹,建议每班清理一次,避免积渣过多板结而难以清理。另外,清理时注意眼睛防护。
②定期检查更换导轮和末端定位块。根据平立转换频次以及现场环境不同,磨损程度不同,但由于更换导轮需整个机架吊出,检修时间较长,建议每年年修定期更换一次,以便保证一年多设备稳定。由于导槽位置受限,导轮磨损与定位块磨损情况难以测量,可以通过压铅法来判断其配合情况。
③定期更换机架锁紧缸。因锁紧缸碟簧弹力难以监测且更换维修时间较长,所以一年更换一次锁紧缸。更换时两边锁紧缸碟簧数量一致,预紧力调节一致,而且要两边一起更换,以免新旧碟簧锁紧力不同。在单边锁紧缸松动或两边都松动导致翻转不到位且没有时间检修时,可以临时在锁紧压头处增设垫板,以临时提高其锁紧力。
④驱动液压缸定期测漏,安装时保证行程位置一致。在安装液压缸时要保证机架翻转行程能够到位,且两液压缸高度位置一 致,以免单边受限,导致不平衡。
(2)在保证翻转位置到位固定后要在每次更换锥箱或电机时 确保对中度。更换锥齿轮箱或电机时要重新打表对中,首先要保证开口面平行度。对中时需拆掉过渡连接轴,电机联轴器与锥齿轮箱输入轴端的内齿套距离较远,需在电机联轴器端安装一根过渡轴,另外,锥齿轮箱输入轴端内齿套环形端面平面较窄,调整初期表针很难走完一圈,无法取得数据,因此,需在锥齿轮箱端安装 一个平面圆盘,此平面必须保证与锥齿轮轴线的垂直度。上下、左 右开口平面度公差≤0.02mm。保证端面平面度后再对外圆同轴度 进行调整,保证同轴度公差≤0.2mm即可。
(3)在日常使用过程中无法判断翻转是否到位,可以另外增设机械限位和电气到位信号指示来辅助判断。另外,在生产过程中电气信号不断闪烁反映机架摆动严重,注意检查锁紧缸是否可靠有效。
5、结束语
针对锥齿轮箱输入轴轴承温度高,可以考虑将原来润滑脂润滑方式改成稀油润滑来提高冷却速度,从而降低运行稳定。对于碟簧锁不紧机架的问题也可以考虑增加液压锁紧装置来弥补其缺陷,在此不再赘述。其实由于离合联轴器过渡轴为鼓型齿式万向轴联接,对于电机轴与锥箱输入轴的同轴度要求并不高,但是由于设备年久失修,导槽、导轮、定位块、锁紧缸、驱动液压缸等组件维护不到位导致翻转偏差太大,所以才会引起一系列突发故障。只有日常维护到位,设备运行还是比较平稳的。另外,本文主要介绍了原始的翻转式平立转换轧机在使用过程中的故障处理及维护维修措施,这种形式的轧机基本已淘汰,在新建棒材生产线一般采用固定式平立可切换轧机,以彻底解决摆动大、故障率高、维护困难的缺点。
来源:装饰装修天地
(版权归原作者或机构所有)