



尼得科机床|滚刀刃磨精度的检测方法―向心度
2023-08-31要想确保滚刀的使用精度、维持使用寿命、离不开正确的刃磨精度。
因此,刃磨精度是否达标、其检测方法就尤为重要。
在JIS B4355(以下简称JIS)的实验5-7号里虽然有检测方法的介绍、但由于比较抽象理解上或许会有些困难。因此,我们为大家介绍一种即便没有专用的测量仪也同样可以测量的方法。
齿槽分割精度(JIS B4355 实验号码5-7)
需要准备
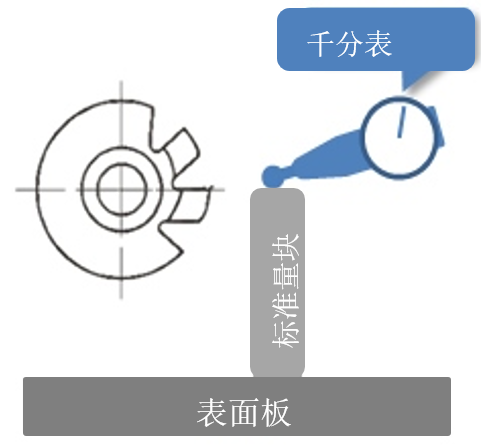
●两顶尖固定台(测量台)
●带支架的杠杆式千分表测量仪1个,刻度0.002mm
●标准量块一组
●直杆(测量中心高度)
●千分尺
测量方法
1.将要测量的滚刀安装在直心轴上、并将其固定在两顶尖固定台上。
2.组装标准量块。且使其与顶尖中心同等高度(*1)。
3.将千分表的测头与量块的基准面接触,下压测头,待千分表指针转动1周。
4.后转动刻度盘,使0线和指针对齐。
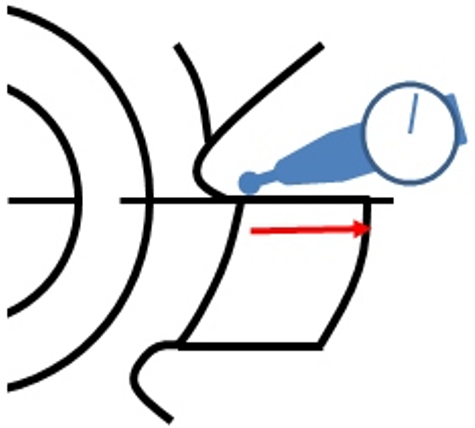
5.移动千分表测头先端靠近齿根附近、然后旋转滚刀、直到千分表显示出「0」为止。(请勿调整千分表刻度盘)。
6.将千分表测头移向齿顶、并记录其移动量。
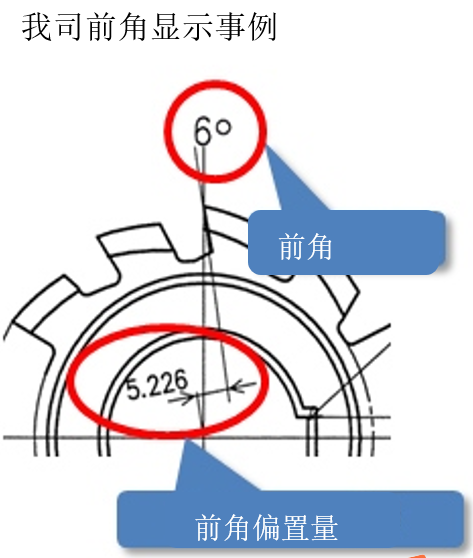
♦1 前角不是0°时,需要更改标准量块的高度。
标准量块高度=顶尖中心高度(H)-前角偏置量
前角在刀具图纸及刻印处均有明确记载。
(前角 0°的时候无记载)
♦顶尖中心高度的计算方法
1、用千分尺测量直心轴的外径(D)。
2、将直心轴安装在顶尖台上。
3、通过与块规(h)的比较来测量直心轴顶部的高度
4、中心高度(H)=hm-(D/2)
将朝齿顶方向为(+)的定义为「齿顶上升」、相反朝齿顶方向为(-)的定义为「齿顶下降」。
如果在齿顶将测量仪设置为0、若朝着齿根方向测量的话,则会出现(+)(-)符号的颠倒、从而搞错追加加工时的偏置量方向。「齿顶上升」是「齿根⇒齿顶为(+)」的意思。
来源:浙江光越
(版权归原作者或机构所有)