



单螺杆往复式挤出机的设计改进
2023-04-04邹立建
摘 要:单螺杆挤出机比双螺杆挤出机有许多性能上的优势,但也存在不足:其螺套、销钉组合比较薄弱,抵御外来冲击能力较差、易破损。
从结构设计上对其改进,是提高其抗弯强度的有效方法。本文从分析其设计原理入手,阐述了设计改进相关问题和效果。
引言
对比双螺杆挤出机,单螺杆往复式挤出机有下述结构特点和作用效果:
(1)机器工作时螺杆旋转和轴向复合运动,更易于物料的分散。
(2)螺纹截面为矩形,具有更强的推力。
(3)捏合物料方式为螺纹侧面与销钉的相对剪切运动,使物料微观均匀化,从而形成特殊的涂料纹理效果。
(4)左右旋螺纹交错,没有垂直于螺杆轴线的平面,不易形成物料残留。
上述结构特点决定了单螺杆挤出机的下述优良性能:自清性能好;杂质倾向低;纹理效果性特殊;出料温度低;温控精度高;电力消耗低。
与双螺杆的捏合块对比,其断续的螺纹块及销钉组合,比较脆弱,抵御外物的冲击能力差,如果运行中遇到加温不到位或温度急剧变化、加料不匀、大块硬物加入、金属件误入等情况时,容易产生螺纹瓣断裂、销钉打断故障。
提高螺套、销钉的抗弯强度,对单螺杆机的应用推广意义重大。围绕这一议题,除了从用料上要考虑在保证耐磨性的前提下,尽量提高其冲击韧性指标外,从结构设计改进入手强化其刚度也是一个行之有效的方法。
以下将结合设计原理分析,阐述所涉及的螺套、销钉及相关件的设计改进。
1、单螺杆往复式挤出机螺纹的设计原理
机筒内的螺杆旋转后,位于机筒和螺纹缝隙中所包围的物料会前后移动。左旋螺纹面使物料前移,右旋螺纹面使物料后移。
由于左旋面螺距大于右旋面螺距,所以物料总体上是朝出口方向前移,这使螺杆具有物料推进功能;
镶嵌于机筒内壁的销钉插入螺纹的空隙中,与螺纹侧面构成一个个运动构体,使螺纹侧面对物料有剪切、搅拌、挤压作用,这使螺杆具有物料捏合功能。
上述两功能的结合形成单螺杆挤出机的挤出性能。当然,为了实现销钉在螺纹中间穿行,迫使螺纹必须呈现续形状;
另一方面,为了增加销钉与螺纹侧面的相擦面积和物料剪切强度,销钉必须沿着螺纹侧面运动。螺纹截面形状设计成矩形可以同时满足推力的Z大化和销钉捏合强度的Z大化。
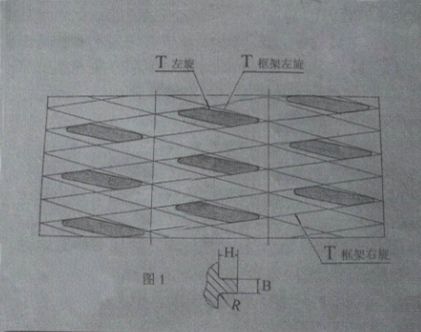
螺纹瓣左旋面又称推进螺面的导程小于框架左旋导程,目的是使螺纹瓣变长,从而增加了销钉相擦面积。
适当地加大螺纹深度,可提高产量。螺套的选材至关重要,除了考虑耐磨性,韧性指标必须达到。螺纹瓣的设计,一般以螺杆移动距离S为参考基数,螺纹的导程T、纹瓣厚B均与之有联系。螺纹瓣排列见图1。
2、销钉的设计及运行轨迹
挤出机运行时,销钉在螺纹瓣空隙内穿梭,对其内物料高速搅拌。搅拌强度越高,对物料的分散越好,挤出效果越佳。
下列三个因素对搅拌强度有直接的影响:螺杆转速、销钉与螺纹侧面间隙、螺纹瓣长度。转速越高、间隙越小、长度越长,其搅拌强度越高。
销钉本身固定不动,镶嵌在机筒衬瓦上。螺套旋转后,与螺纹瓣的侧面产生相对运动。运动使物料受到包括摩擦、剪切、挤压、搅拌的作用。
同时,销钉还有清理螺纹瓣粘料、促进物料前移的功能,尤其在融化段。没有销钉的参与,就没有分散效果,也没有挤出产量。
销钉设计一般以螺纹瓣结构尺寸为参照基数,直径与螺纹瓣宽度相近、高度相同。材料选择着重考虑材料的抗弯强度、冲击韧性及耐磨性。
按照相对运动原理分析,可得出销钉的运动轨迹是一条余弦曲线,如下图2所示:

螺套每旋转一周,销钉完成一次前移和后退,行程为S。螺套从0度转至180度,销钉从0位前移至S;螺套从180度转至360度(0度),销钉从S位后移至0位。
在这一循环过程中,每个销钉都按相同的路径走过一个螺纹瓣大边、两个小边。N排个N个销钉与N个螺纹侧面(大小面)相擦,产生了较多的捏合次数,完成了挤出机应履行的使命。
3、复合运动机构的设计
为了满足单螺杆挤出机螺纹销钉组合捏合物料的运动形式要求,复合运动机构必须设计成能够输出与其相符的复合运动方式,即主轴旋转一周的同时按销钉的运动轨迹曲线要求,前后移动一个距离。
复合运动机构作为单螺杆挤出机螺杆转动动力供给源,其机构设计必须满足以下基本要求:
(1)运动方程满足销钉运行轨迹要求。
(2)往复距离稳定可靠,调节方便。
(3)有足够的驱动强度。
(4)关节轴承的摆角在允许范围。
复合运动机构主要由主轴、斜盘、方向环、推力轴承、关节轴承、箱体组成。主轴经电机直接驱动旋转。
由于斜盘、方向环组合固定在主轴之上,方向环又被关节轴承束缚,而使主轴被迫旋转的同时又前后移动。
4、螺纹瓣、销钉强度设计改进
该强度设计改进的做法是在常规参数设计的基础上,探讨使螺纹瓣加厚、销钉增粗的可行性分析和刚度增大幅度。
如上所述,螺纹瓣和销钉的增壮受到销钉轨迹的限制,做法不当将产生纹瓣与销钉干涉相撞。能否采取加大螺纹导程的方法解决干涉的问题?
加大导程后纹瓣和销钉是否变壮?经过理论推算及计算机模拟演示证明:方法是可行的。
传统的设计参数一般将往复距离与螺杆直径的函数关系定为:S=0.15D,并以此为基点,设定螺纹参数。
螺纹主要参数:T框架左旋=nS;T左旋=5/8nS;T右旋=n/2S;B=o.6S。
销钉主要参数:直径=0.6S。设计改进中,将S调高至0.21D,螺纹、销钉主要参数按此基数计算实际值。
用调整后的参数做出螺纹分布及销钉轨迹曲线进行验证,以确保二者不干涉,同时还应对以下结构及参数进行校核:
(1)复合运动机构的相关件
两种改进方法可以加大往复距离:斜盘倾角加大或加大关节轴承与主轴的间距。任何一种改进方式完成后,均需校核关节轴承的摆角是否在允许范围;需校核方向环的摆动是否有妨碍之处;需校核方向环轴的抗弯强度。
(2)销钉、螺纹瓣间隙
间隙太小,易产生干涉并使销钉弯曲;太大则减低捏合强度。转速越高,干涉倾向越大;同时考虑各轴承配合间隙的影响,该间隙应在0.6mm-0.8mm。
5、改进案例分析
以市场使用Z多的70机型为改进实验对象,做了以下参数改进:往复量增至15,纹瓣梗宽增至8,销钉直径增至8.5。
改进后的纹瓣、销钉明显变壮、刚性增强。采用加小螺母、小螺钉混入料中挤出实验,未发现纹瓣断裂、销钉弯曲或折断现象;大加料量、高速挤出实验,未发现销钉干涉现象。证明改进是有效和成功的。
6、结语、
单螺杆往复式挤出机的螺杆、销钉设计,可以打破传统设计参数束缚,适当地加大结构尺寸,以增加抵御硬物破坏的能力,解决其性能不足,使之成为更完善的机型。
(来源:网络)