



自动上下料无心磨床工件撞击砂轮问题
2023-06-30周小伟 周雅智
(湖南天雁机械有限责任公司)
针对自动上下料无心磨床的工件撞击砂轮问题,进行全面的原因分析并给出成功的解决方法。
随着机械制造自动化程度的提高,越来越多的设备装配自动上下料装置。由于设备本身设计缺陷,装配自动上下料装置后,设备运行中出现了一些过去手动设备上没有的问题。
1 存在的问题
我公司气门加工中大量使用无心磨床,采用自动上下料,如图1所示。在使用中多次出现砂轮被气门撞裂和进入加工位置的气门飞出现象,属于非常严重的安全问题,需要彻底解决。
2 原因分析
经观察发现,当打料( 即把磨削完毕的气门从支撑板上推出来)不到位,即气门没有被完全推出时,或下料滑道上的气门未滑离到距砂轮足够远时,后上的气门压在已磨完的气门上,就会发生气门飞出或撞坏砂轮的问题。进一步观察发现,现用自动上下料无心磨床使用气动执行元件,附带打料也使用气动,很不稳定。检查打料不稳定的主要原因在于气压不稳定,但也不尽然。有时因为气缸漏气,有时因为打料杆卡阻等。
虽然设备进气端配有减压阀,但是没有配备压力继电器,这样当供气压力过低时,必然造成打料不到位。临末,检查设备控制线路和PLC程序发现,推料完成是以推料气缸活塞是否到位为依据的,这不能保证气门已完全推出。即使完全推出,但如果滑动不畅,堆积在下料滑道上,也会出现飞气门、打砂轮等问题。
3 解决措施
具体解决措施为:
(1)在设备压缩空气入口加装压力继电器,修改控制线路和程序。当气源压力不足时,终止自动运行,以减少打料不到位及其他上下料问题。
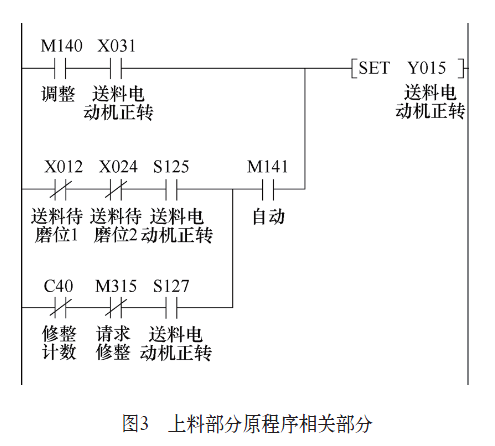
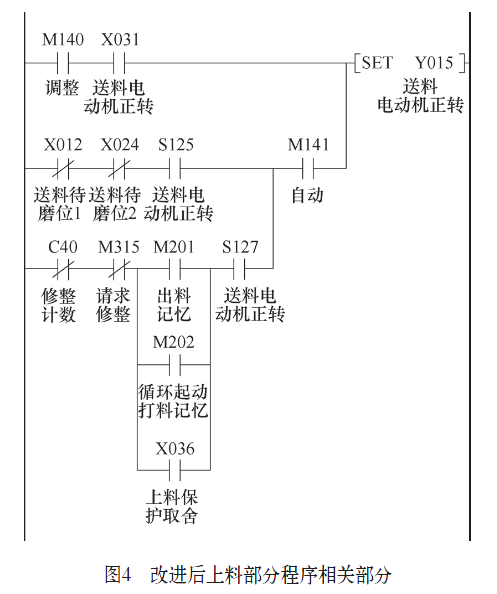
(2)检测到已磨气门下滑到了安全位置后才上下一支待磨气门。增加如图1所示的检测装置,修改控制线路和程序。每当有气门通过时,接近开关发出一个脉冲,程序收到后进行下一步的上料动作,否则一直等待。具体来说, 检测装置接近开关输出接PLC的X40。程序修改如图2~图4所示。
图2为新增程序部分,解决自动加工时上第一支气门之前,不能产生前述脉冲的问题和检测装置产生的脉冲捕捉、记忆和复位。图3为上料部分原程序相关部分。图4为改进后上料部分程序相关部分。通过X036,当检测装置故障时,可暂时取消出料检测X40而不影响设备运行。
对车间的十几台无心磨床进行上述改进后已使用了一年多。从未出现过已磨气门未过检测装置就上气门的现象,也再未出现过前述气门撞击砂轮和飞出问题,工作十分可靠,改进十分成功。

本文发表于《金属加工(冷加工)》2020年第6期第79~80页,版权归原作者或机构所有。)