



球磨机主轴瓦损毁原因!如何修复?
2026-04-17作者:袁毅棕
(广东省建材技工学校)
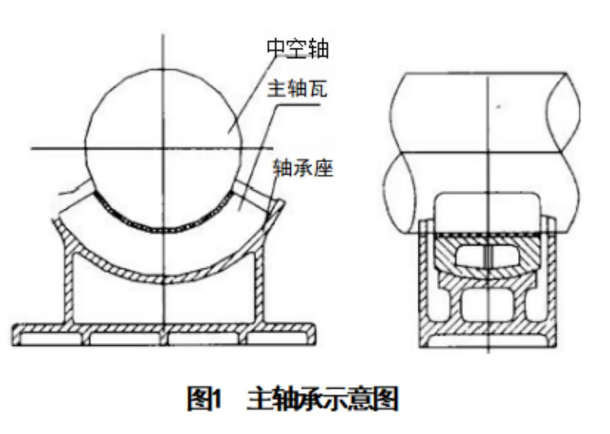
球磨机主轴瓦又称球面瓦,是球磨机主轴承的主要零部件,其内表面为圆柱形,与中空轴颈相连,其底面呈凸球面形,装在主轴承座凹球面上,可以在轴承座的球窝里自由转动,使主轴瓦内表面均匀地承受载荷。磨机筒体上的全部载荷通过两端轴颈分别传递给主轴瓦,再传递给主轴承座。主轴瓦基体一般由优质灰铸铁制成,工作内表面则浇注一层具有一定强度,且跑合性能、减摩性能及耐磨性能良好的巴氏合金,其弱点是机械强度低,工作温度不宜过高,且与铸铁的贴付性较差。
笔者长期从事球磨机的设计、安装、维修的工作,经常处理球磨机在使用过程中出现的问题。而主轴瓦的磨损与烧毁是球磨机在使用过程中经常出现的问题,下面就本人在以往工作中对该类问题的分析、体会及处理方法与读者交流、探讨。
1 主轴瓦损毁原因
1.1 主轴瓦质量问题
主轴瓦质量的好坏直接影响磨机的工作性能和主轴瓦的工作寿命。
(1)材质质量
首先是材质问题,在采购时把好材质关。巴氏合金有锡基巴氏合金、铅基巴氏合金等。锡基巴氏合金是以锡为基,加入锑、铜等元素组成的合金,是一种软基体硬质点类型轴承合金,这类合金具有适中的硬度,小的摩擦系数,较好的塑性及韧性,优良的导热性和耐蚀性,适用于大型机器的高速轴瓦。而铅基巴氏合金是以铅、锑为基,加入锡、铜等元素组成的轴承合金,其硬度、强度、韧性均比锡基轴承合金低,且摩擦系数较大,但价格便宜,一般仅适用于中低载荷的轴承。因此在选购主轴瓦时,一定要用锡基巴氏合金,否则轴瓦易磨损,工作寿命降低。同时也要注意一些黑心供应商以次充好,鱼目混珠的问题。另外,一段时间曾推广的尼龙轴瓦,椐笔者了解效果也不太理想。
(2)浇铸制造质量
巴氏合金层的浇铸质量及铸铁基体的铸造质量对轴瓦的磨损也有影响。如合金层浇铸有缺陷、存在微细裂纹或有脱壳隐患、表面粗糙、内有气孔等,投入运行后自然磨损会加快,或由于震动、合金疲劳等原因使巴氏合金层断裂、脱壳等。另外,由于轴瓦铸铁基体内有多条冷却水道,如果在铸造过程中铸件产生气孔、夹渣、微裂纹等,可能导致冷却水从这些地方流入轴承座油池再被带到轴瓦工作面,使巴氏合金润滑不足发热而损毁,中空轴也容易被锈蚀,更严重的会在交变载荷的作用下铸件裂纹扩散使轴瓦整体断裂。
1.2 润滑问题
主轴瓦与中空轴颈间的润滑不当也是主轴瓦损毁的原因之一:
(1)润滑油
润滑油选用不当,黏度和黏温特性不适合磨机轴瓦,会导致轴瓦烧毁另外,缺油、漏油或油厢中油面未达到规定标高,造成供油不足,会导致轴瓦工作面油膜不易形成,润滑失效,以致烧瓦。
(2)油质
油质不佳、不干净,其中的杂物、灰尘、物料等会进入主轴瓦工作面,致使其过早磨损,或者堵塞润滑系统的工作元件使循环油路不畅通,供油不足,致使轴瓦损毁。因此润滑油最好经过过滤后再加入油箱。
(3)润滑系统故障
润滑系统故障导致轴瓦烧毁。如:供油系统的齿轮油泵,液压元件,过滤器等损坏或出现故障时没有及时采取有效措施,使系统流量减小或中断而导致轴瓦烧毁。
有的磨机主轴承润滑是通过刮油器的刮油体将油圈带上的润滑油刮至油槽中,油槽通过多个小孔将油淋到中空轴上来实现的。如果刮油器因磨损脱落,轴瓦会因失去润滑而烧毁。这种情况下,可将刮油器的刮油体槽背适当加高,以提高刮油器的稳定性;并将上部导板开口与刮油体的间隙适当缩小,保证其限位作用。另外,定期检查刮油器和带油圈,防止其掉落。
1.3 装配质量问题
(1)主轴瓦与中空轴的配刮研质量问题
安装时,一般都要将主轴瓦与中空轴轴颈配刮研,通过刮削,轴瓦多次受到刮刀的推挤和压光作用,表面组织变得比原来紧密,表面粗糙度很小。并获得很高的尺寸精度、接触精度和形状、位置精度。同时,刮削后的轴瓦表面形成了比较均匀的微浅凹坑,创造了良好的存油条件,改善了润滑状况。若刮研质量低劣、轴瓦表面粗糙、接触斑点分布不均匀或接触斑点不够,会使主轴瓦局部磨损加快,甚至烧瓦。
因此,刮研质量应严格把关。刮研后配合接触斑点的分布区,应为一条连续的接触带,斑点间距不应>5mm,且应均匀分布于轴母线下部的全瓦宽,如仅在任何一边缘或仅在中间接触,或斑点分布不均匀,则应继续刮削,直到达到要求为止。
(2)主轴瓦外球面与轴承座内球面的配合接触问题
磨机运转时,由 于筒体的安装精度或本身自重的原因产生挠度过大,使两端中空轴翘起,如果主轴瓦球面转动不灵活,会使轴瓦与中空轴接触不均匀,压力集中在靠筒体侧的一个环形条带上。这时接触带狭窄,局部瓦面承受的压力却大大增加,润滑油不易进入,引起局部加速磨损及过热,必然造成巴氏合金熔化、烧毁。因此安装时主轴瓦外球面与轴承座内球面的配合接触必须严格把关,保证达到有关的安装质量技术要求。要求球面接触带的周向接触包角应不小于45°,接触斑点的分布应均匀连续,间距应不大于5mm。
1.4 冷却水不足等问题
磨机主轴承在工作时,磨内的热物料及热气体不断向轴承传热,同时,中空轴颈与主轴瓦接触面摩擦而产生热量,虽轴承表面同时也向周围空间散发热量,但不足以抵消前者,热量的积累导致主轴瓦的温升。而巴氏合金的允许工作温度一般要求<70℃,如果工作温度超过此值就容易发生烧瓦,因此必须排走热量,阵低温度。最常用的冷却方法是水冷却,直接引水入轴瓦的内部,把热量带走。当冷却水不足,或由于管道堵塞,锈蚀等原因使冷却水不畅通,不能及时把热量排走,会引起主轴瓦温升过高而烧毁。另外,入料温度过高,主轴瓦积累的热量大于排走的热量,或磨机过载,加重了主轴瓦的工作负荷,工作温度升高,也会造成主轴瓦过早损毁。
2.修复方法
检查主轴瓦的损毁程度,采取相应处理方法。
如果主轴瓦严重损毁,失去修复价值,则必须更换新轴瓦。
如果主轴瓦巴氏合金轻微磨损,一般可采用直接刮研的方法修理。
如果巴氏合金磨损比较严重,可采用以下两种方法修复。
(1)当巴氏合金层虽磨损,但厚度在5mm以上时,可在旧合金层上气焊堆焊巴氏合金,然后再加工,刮研修复。其操作要点有:
清理主轴瓦表面。用刮刀把轴瓦表面已烧熔或磨损的巴氏合金清理干净,直到露出金属光泽为止,用汽油或碱性溶液洗去表面的油污。
在烘干的内瓦面均匀涂上一层氯化锌助溶剂。
将轴瓦底部放在冷却水槽中,防止施焊时轴瓦底部受热变形。
选用的焊条的成分应与原巴氏合金的成分相近,补焊的焊道宽度约5mm~10mm,厚度2mm~3mm。焊接方向平行于轴瓦端面,可多层补焊,合金厚度预留约1mm加工余量。
经机加工后根据有关技术要求与中空轴配刮。
(2)如果巴氏合金磨损严重,甚至露出底铁,可熔去巴氏合金旧衬,重新浇铸巴氏合金。其操作要点有:
将主轴瓦加热至约300℃,使原巴氏合金溶化。
用钢丝刷、砂布清除轴瓦表面的氧化皮、污垢等,直到露出金属光泽。
用10%~15%硫酸或稀盐酸清洗瓦面然后进行水冲洗和烘干。
在清理后的轴瓦内表面镀上一层锡,可使巴氏合金粘合牢固。
浇注巴氏合金。将内模、底模钢板、轴瓦等装好并预热至250~350℃,注意各缝隙处的密封以防止巴氏合金熔液在浇注时漏出。将巴氏合金加热至完 全熔化(约300~400℃),浇注时,使巴氏合金熔液沿 内模外圆均匀流下,既可排出空气,又可使杂质浮于溶液表面,直到灌满为止。浇注后需冷却至80~ 100℃方可取出轴瓦。
(版权归原作者或机构所有)